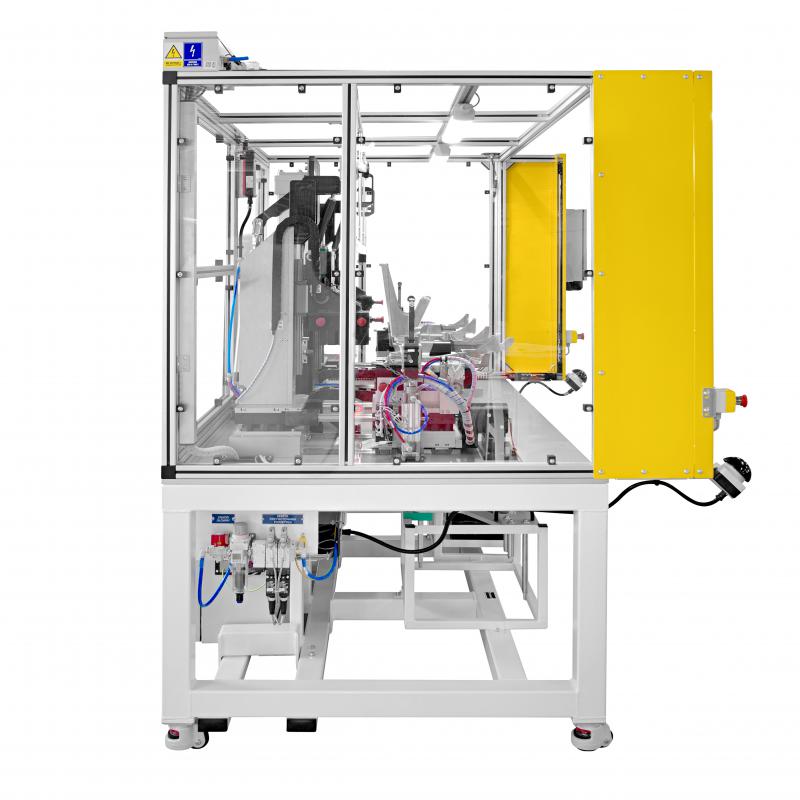
21174 - Stanowisko doginania osi X
Stanowisko do korekcji geometrii odlewów szkieletu deski rozdzielczej w osi poziomej X.
Odchyłka od wzorca mierzona jest czujnikami laserowymi i niwelowana poprzez przeginanie detalu serwoprasą elektryczną. Proces powtarzany jest kilkukrotnie, aż do uzyskania błędu w granicach zadanej tolerancji.
 |
|
Budowa urządzenia
PANEL OPERATORSKI
Elementy sterowania oraz wyświetlacz umożliwiają podgląd stanu procesu, sterowanie przebiegiem i regułami procesu doginania oraz ruchem poszczególnymi napędami maszyny.
CZUJNIKI POMIARU ODCHYŁKI DETALU
Narzędziem kontrolującym stopień niedokładności detalu względem geometrii wzorcowej jest zespół czujników Keyence IL-100. Urządzenia te umożliwiają pomiar z dokładnością wynoszącą 4 µm.
MODUŁ DOCISKU WSTĘPNEGO
Moduł ten ma za zadanie unieruchomić detal przeznaczony do procesu doginania. Ramię dociskowe napędza siłownik pneumatyczny SMC CP96SDD40-80C o skoku 80mm.
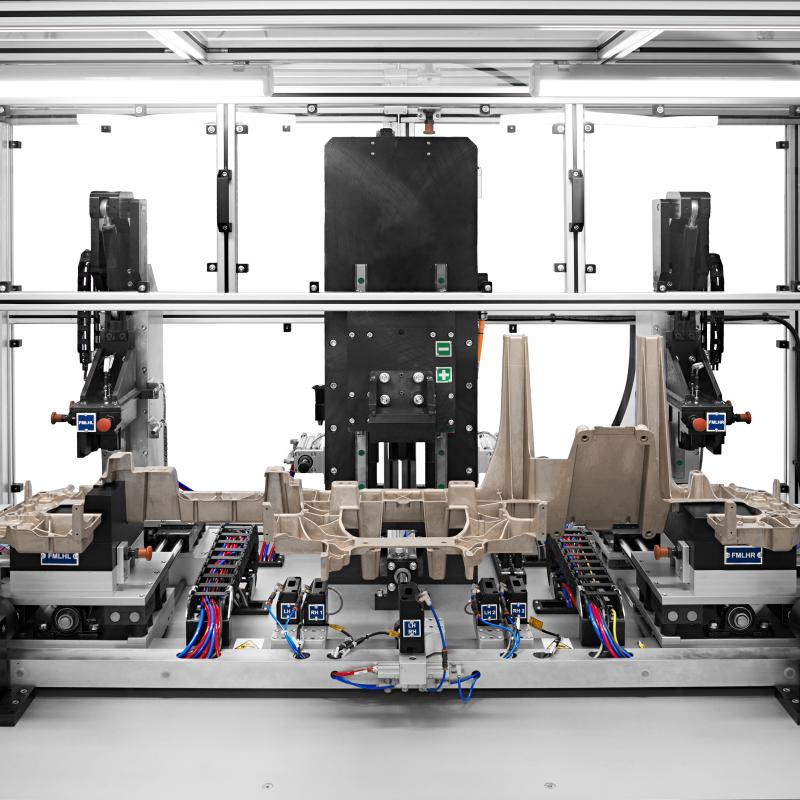
MODUŁ DOCISKU BOCZNEGO
Dociski boczne mają za zadanie precyzyjnie spozycjonować detal przed przeprowadzaniem operacji na maszynie. Z racji nieregularnego kształtu detalu, maszynę wyposażono w dedykowane gniazda dolne i górne, których powierzchnie nośne są modelowym odbiciem geometrii wzorcowej. Po wstępnym umieszczeniu elementu przez operatora w gniazdach dolnych, następuje docisk pras wyposażonych w górne gniazda dociskowe. Bazą napędową modułu dociskowego są siłowniki SMC CP96SDD50-320C. Docisk oparty jest na mechanizmie kolankowym, dzięki czemu multiplikujemy siłę docisku oraz blokujemy możliwość wypchnięcia docisku.
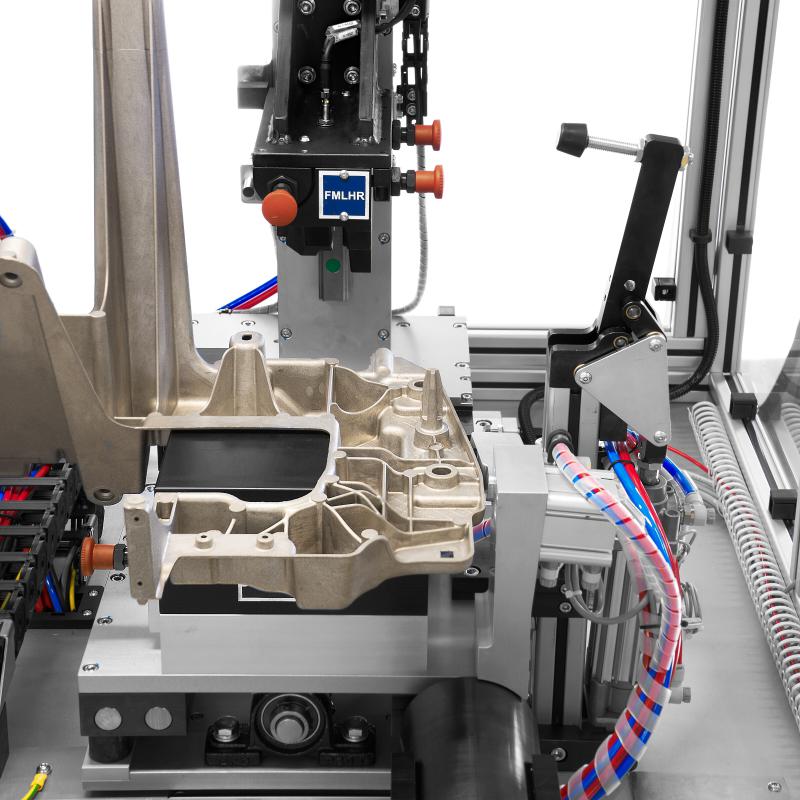
MODUŁ DOGIĘCIA OSI X
Moduł doginania osi poziomej wyposażony w najwyższej jakości serwoprasę SMC EMC-080-NN-2-150 ma na celu poprawę geometrii odlewu. Kierunek posuwu prasy działa prostopadle do łuku ugięcia detalu, a po osiągnięciu zadanej drogi, pozostaje w tej pozycji przez wymagany czas w celu utrwalenia zmian. Docisk jest wyposażony w uniwersalne niewymienne gniazdo, kompatybilne z referencjami FM2940100008A i FM2940100300A.
Korzyści dla klienta/użytkownika
- poprawa jakości odlewu poprzez usunięcie odchyłki geometrii detalu względem modelu wzorcowego;
- dokładny pomiar wielkości błędu;
- maszyna wyposażona w niezbędne środki bezpieczeństwa, zgodnie z normą PN-EN ISO 12100, takie jak: wyłącznik awaryjny, kurtyna świetlna, wyłącznik bezpieczeństwa, osłony;
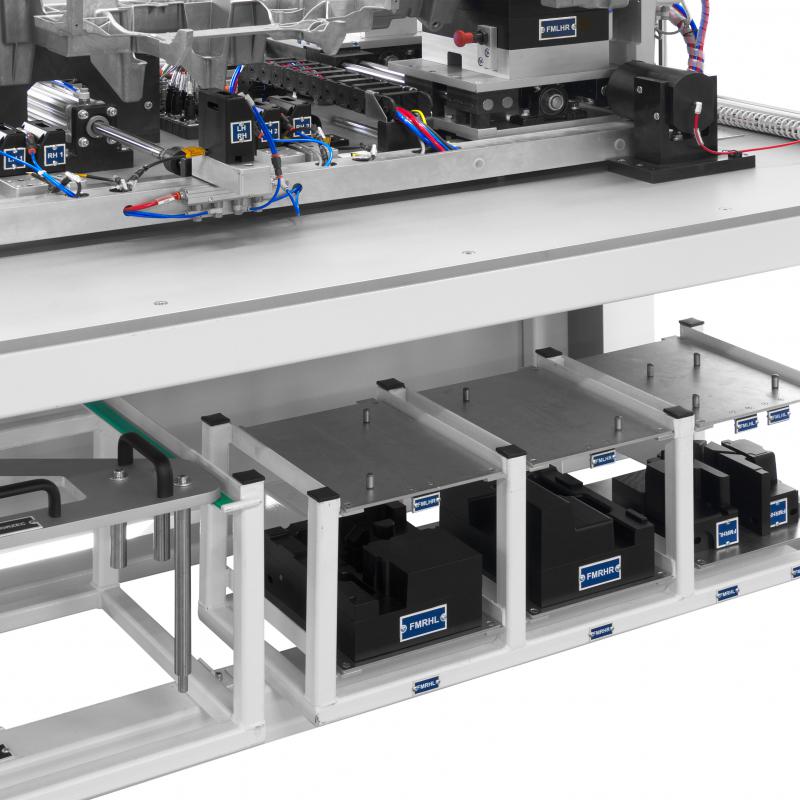
- szybki system przezbrajania gniazd (kodowany) – możliwość doginania lewej i prawej referencji;
- łatwy dostęp serwisowy dla pracowników utrzymania ruchu – podwójne drzwi z tyłu maszyny;
- ergonomiczna konstrukcja.