X-axis additional bending station
Station for the correction of the geometry of the dashboard framework in the horizontal X axis.
Deviation from the pattern is measured with laser sensors and removed by additional bending the detail with an electric servo press. The process is repeated several times until the deviation is within the set tolerance.

Purpose of the machine tool
The main purpose of the machine is additional bending of the detail in the X axis in order to improve the geometry of the casting.
Description of the operation:
- placing the detail in the lower slots of the extended movable module;
- starting the cycle with the START CYCLE button;
- fixing the detail with pre-clamps;
- measurement of the correctness of the casting in relation to the nominal size;
- moving of the detail to the working part of the machine;
- two-sided fixing of the detail with the main clamps;
- bending the detail with the X-axis clamp. Holding in this position for the required time;
- retraction of the bending device;
- releasing the main clamps;
- return to the base position;
- measuring of the detail geometry again and reference to the given tolerance.
- If the detail is still out of tolerance range, bending operations are repeated up, maximum three times (further lack of proper result triggers an alarm);
- Detail within the tolerance range is marked on the right side and released from the clamps (piece OK).
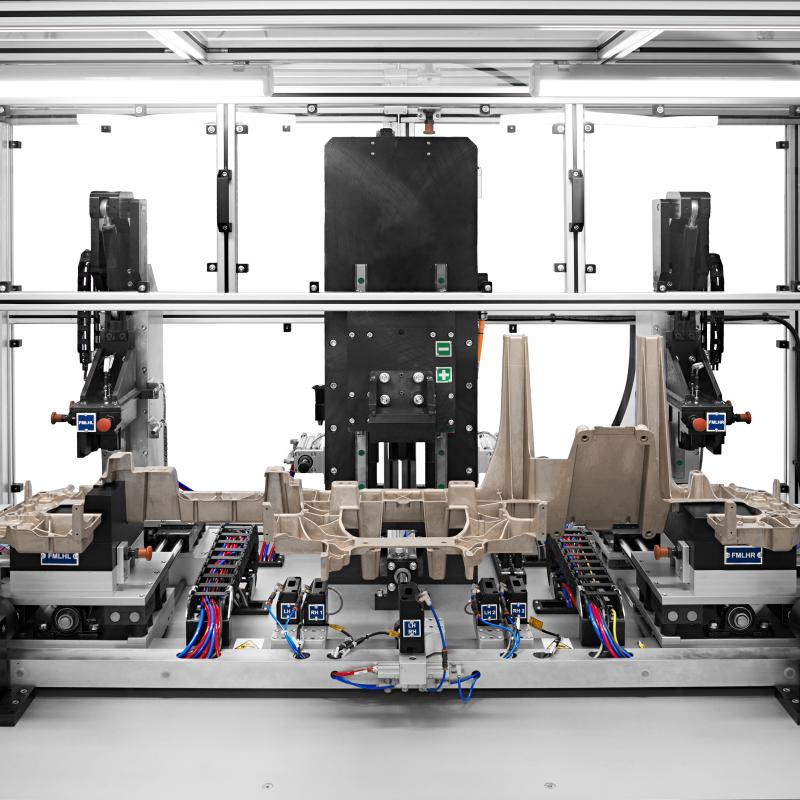
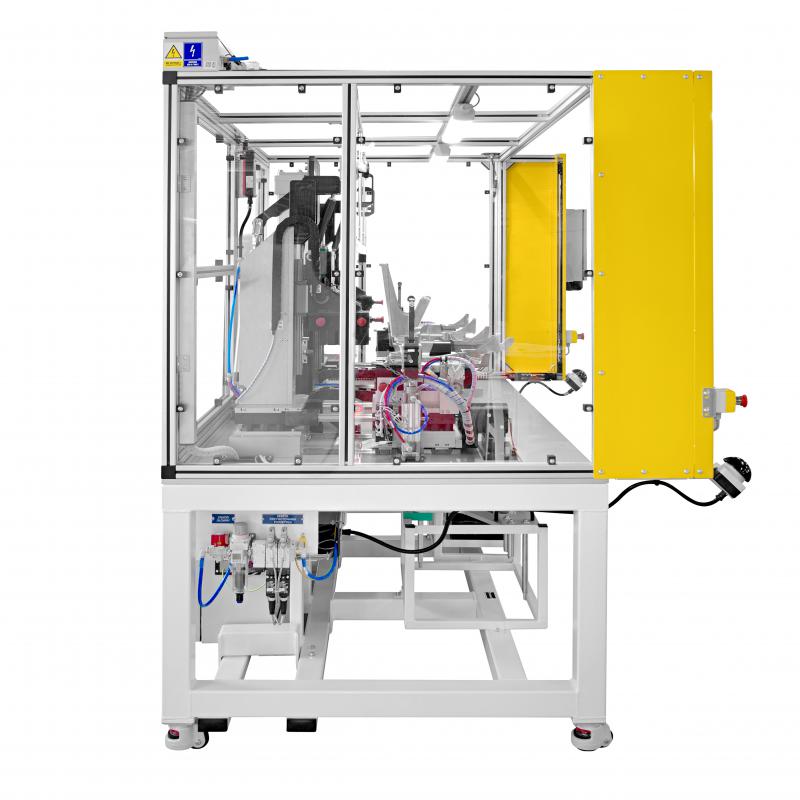
Machine tool structure
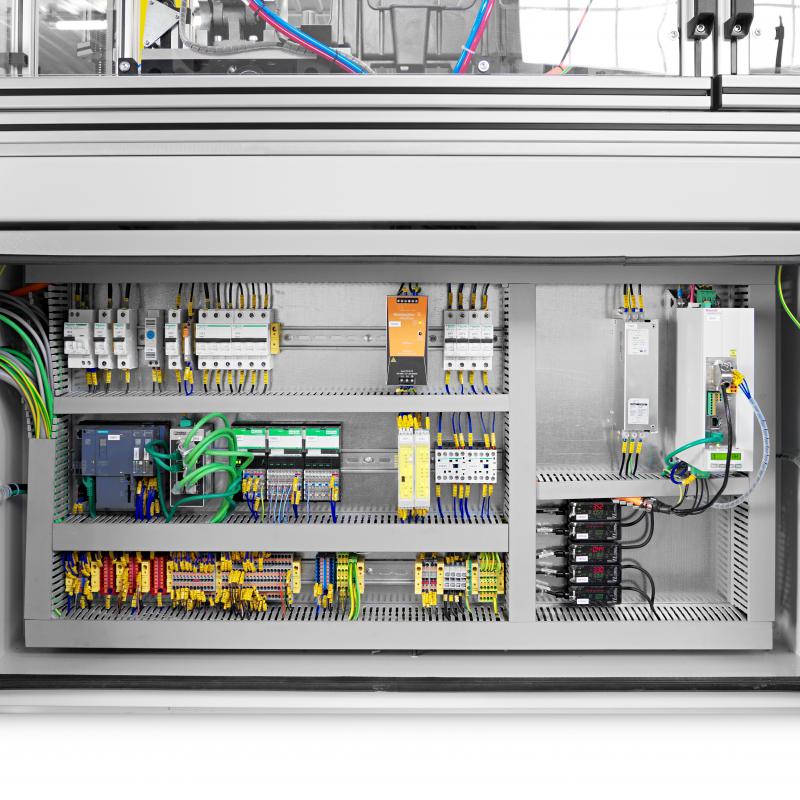
OPERATOR PANEL
The control elements and the display allow you to view the process status, control the course and rules of the bending process and the movement of individual machine drives.
SENSORS FOR MEASURING DETAIL DEVIATIONS
Keyence IL-100 sensor set is a tool that controls the degree of detail deviation in relation to the reference geometry. These devices enable measurement with an accuracy of 4 µm.
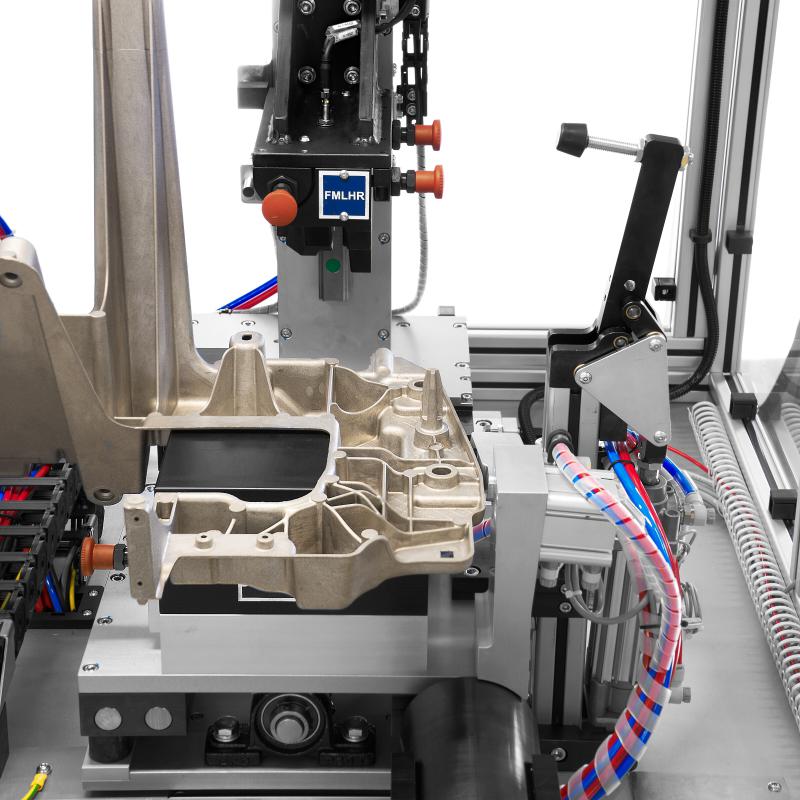
PRE-PRESSING MODULE
This module is designed to fix the detail which must be bent. The pressure arm is driven by the SMC CP96SDD40-80C pneumatic actuator with a stroke of 80mm.
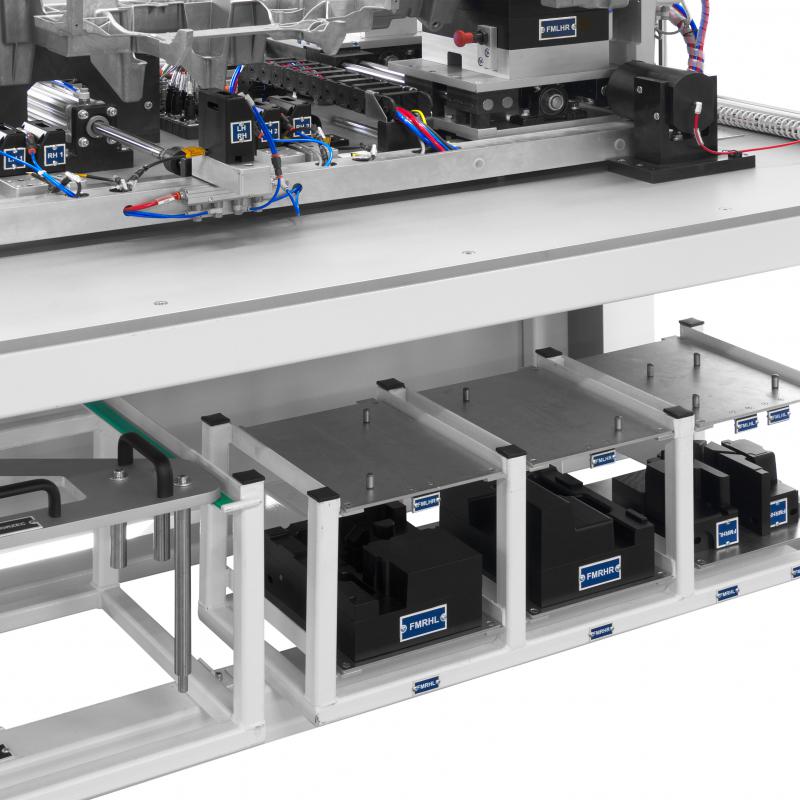
SIDE PRESSURE MODULE
Side clamps are designed to precisely position the detail before performing operations on the machine. Due to the irregular shape of the detail, the machine is equipped with dedicated bottom and upper sockets, which bearing surfaces are a reflection of the reference geometry. After placing the element in the lower sockets be the operator, the presses equipped with the upper pressure sockets are pressed. The drive of the pressing module are SMC CP96SDD50-320C actuators. The clamp is based on a toggle, thanks to which the clamping force can be multiplied and the possibility of pushing the clamp out is blocked
X-AXIS BENDING MODULE
The horizontal axis bending module is equipped with the highest quality SMC EMC-080-NN-2-150 servo press to improve the casting geometry. The direction of the press movement is perpendicular to the deflection arc of the detail, and after reaching the set distance, it remains in this position for the required time in order to fix the changes. The clamp is equipped with a universal non-replaceable socket, compatible with the references FM2940100008A and FM2940100300A.
Benefits for the customer / user
- improving of the quality of the casting by removing the deviation of the detail geometry in relation to the reference model;
- accurate measurement of deviation;
- machine is equipped with the necessary safety measures, in accordance with the PN-EN ISO 12100 standard, such as: emergency switch, light curtain, safety switch, covers;
- fast socket retrofit system (coded) - possibility of bending left and right references;
- easy service access for maintenance personnel - double doors at the back of the machine;
- ergonomic design.