Stanowisko kontrolne USG odlewów żeliwnych
Stanowisko do kontroli ultradźwiękowej dla zwrotnicy samochodowej.
 |
Przeznaczenie urządzeniaUrządzenie USG wykorzystując ultradźwięki bada i obrazuje poprawność wykonania sferoidyzacji odlewów. Dodatkowo wykonywany jest test poprawności kształtu odlewu. Opis działaniaPo włożeniu przez operatora detali do gniazd i inicjalizacji cyklu, wykonywany jest automatyczny proces składający się z następujących operacji:
|
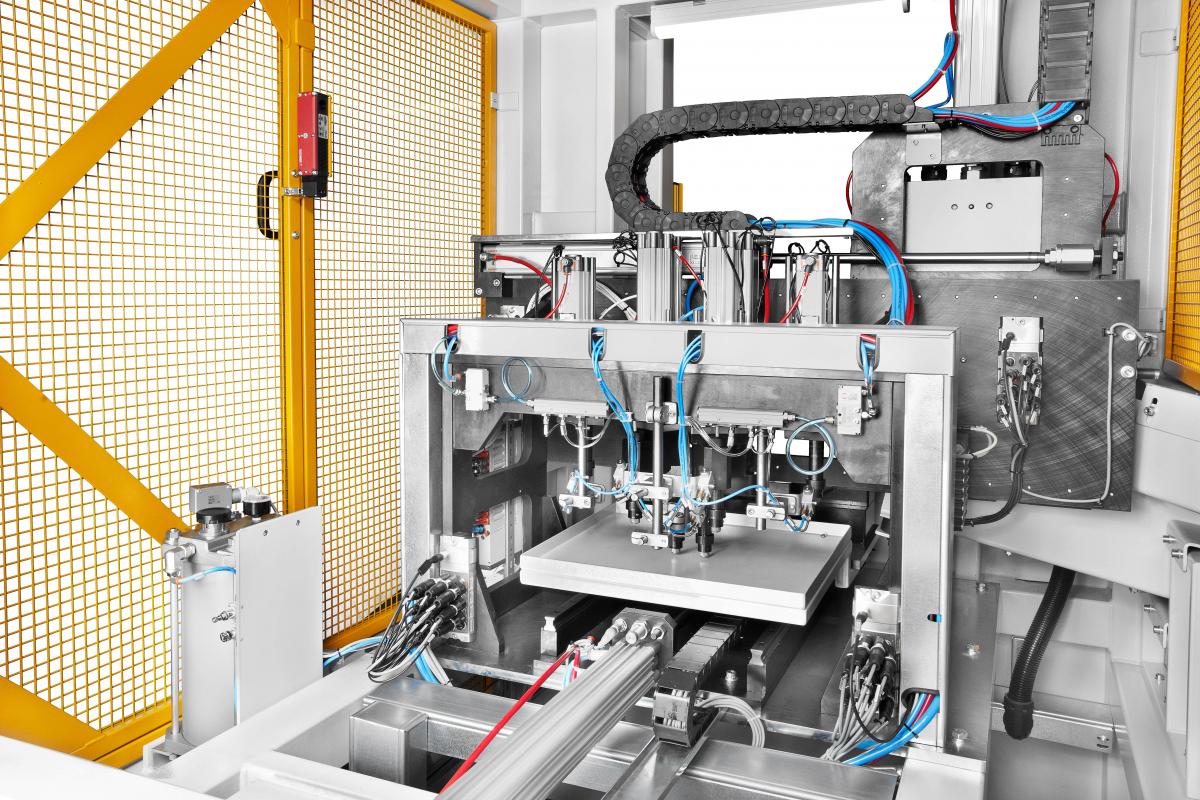
Budowa urządzenia
|
BAZA DETALI |
Baza posiada dwa gniazda na detale (lewy i prawy), które odwzorowują kształt elementów, a wbudowane czujniki sprawdzają poprawne umieszczenie detalu; |
|
MODUŁ POMIAROWY |
Przed wykonaniem pomiaru powierzchnia miejsca styku sondy z detalem zostaje zwilżona olejem, aby między nimi nie było pęcherzyków powietrza; Pomiar stopnia sferoidyzacji wykonuje 6 sond USG w określonych punktach na każdym z odlewów; |
|
ZASADA OKREŚLANIA POPRAWNOŚCI SFEROIDYZACJI |
Poprawność sferoidyzacji zależy od ilości magnezu, tzn dla wartości Mgü powyżej 0,027 uzyskuje się eliwo sferoidalne: Mgü > 0,027 - żeliwo sferoidalne Sondy USG mierzą prędkości rozchodzenia się fali ultradźwiękowej w odlewie; Prędkość powyżej 5550 m/s potwierdza to, że żeliwo jest wytworzone jako sferoidalne; |
|
MODUŁ ROZŁADOWUJĄCY |
Po kontroli, poprawne detale są znakowane a następnie odkładane do pojemnika; |
|
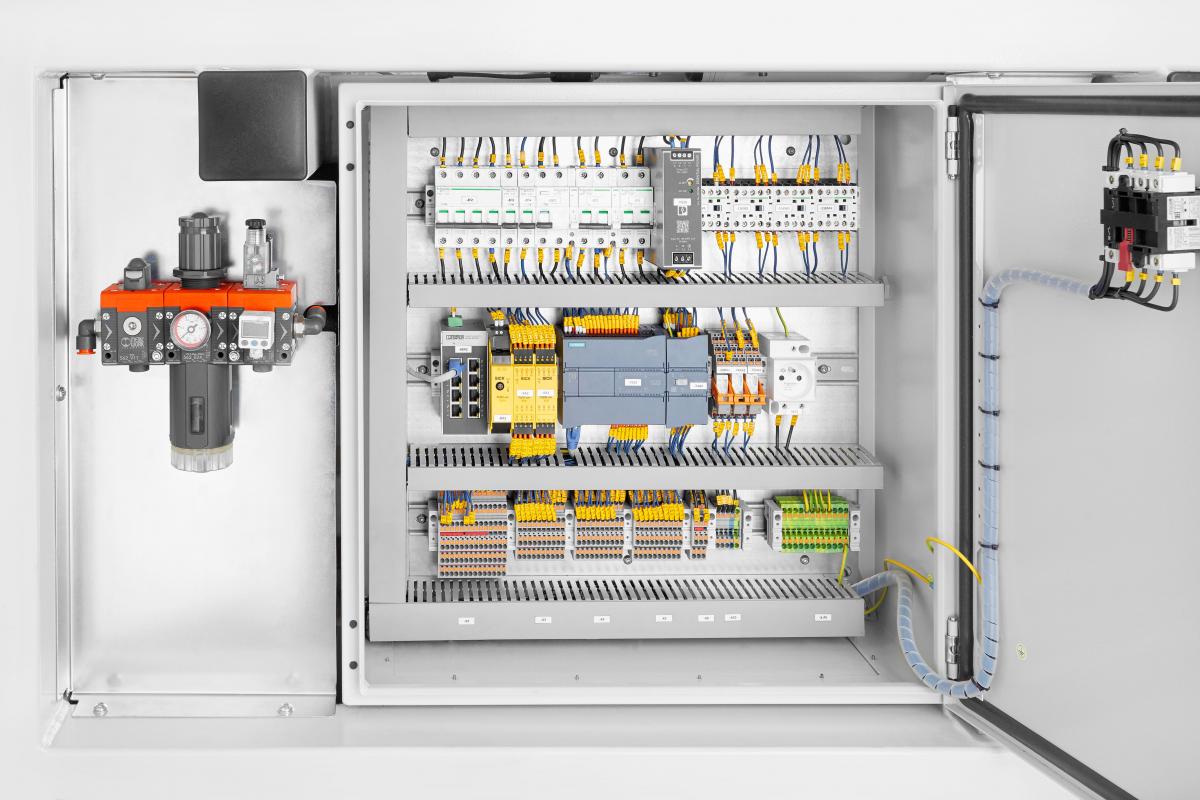
PANEL OPERATORSKI |
Sterownik PLC Siemens, Panel HMI 7"; |
|
KONSTRUKCJA |
Spawana, stalowa konstrukcja nośna maszyny; |
|
POZIOM ZAPEWNIENIA BEZPIECZEŃSTWA |
Zastosowano szereg technicznych środków bezpieczeństwa, takich jak kurtyny świetlne i zamki bezpieczeństwa. Wykonano pomiar dobiegu kurtyn. Zapewniono wysoką kategorię bezpieczeństwa. |
Korzyści dla klienta/użytkownika
- kontrola prawidłowości wykonania odlewów z żeliwa sferoidalnego;
- minimalizowanie ryzyka pękania odlewów podczas eksploatacji (np. zaciski hamulcowe, wahacze samochodów, wały korbowe);
- odciążenie operatora dzięki automatycznemu rozładunkowi prawidłowych odlewów.